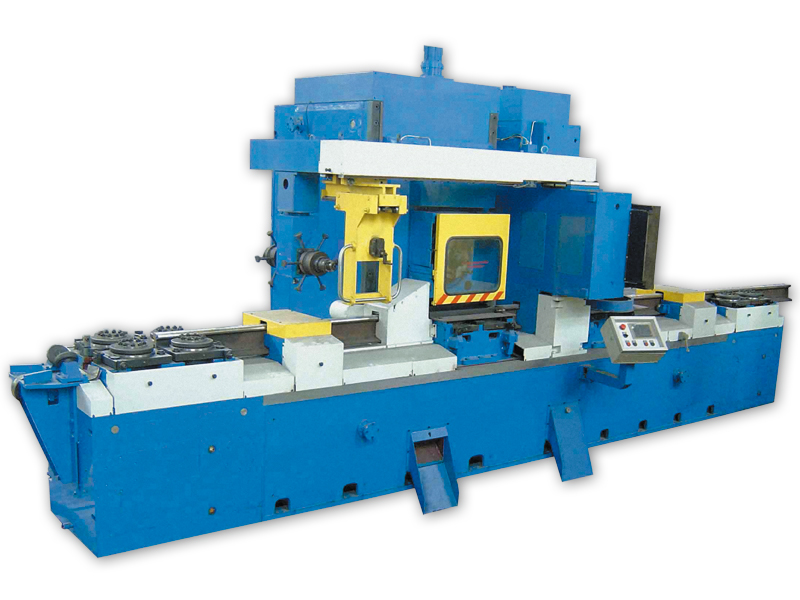
Rail milling machine is destined for restoration a head working profile of the used rails by continuous milling method in technological flow lines at the rail-welding enterprises of the railways.
Type of machined rails
Single used rails (length 6 to 25 m). Are reprofiled before welding of a string without sorting the rails on their height before milling.
Welded single rails of standard length (length 6 to 25 m). For jointed track assembly, kitting-up a track stock, compensative sections of continuous welded track and inventory rails.
Strings welded from used and new rails (length up to 800 m).
Reparable used strings (length up to 800 m).
Economic indicators Cost of one running meter of rail thread machining does not exceed 100 roubles including current expenses on cutting plates purchase (one plate on one 25 m rail tentatively).
throughput capacity of the repaired rails in РСП with profile machined head must be for the rails: - I usability group – 400 million tons;
- II usability group – 300 million tons; - III usability group – 200 million tons. These indicators are subject to an initial standard (for the Russian rails at the present time 500-400 million tons, at the best world manufacturers and planned manufacture in Russia 1000 million tons) and worked out one before removal from a track for reprofiling. The last is essentially subject to rate of a track and its condition, in particular to preventive track polishing works. According to USA railways experience implementation of efficient preventive reprofiling increases rails life up to 4 times and the average annual expenses on their replacement are 20% reduced when a track traffic density growth up to 40%.
Production capacity of the machine
Production capacity per hour – 200 m of thread.
Annual production capacity in two-shifts working mode – 400 km of track. Mentioned production capacity is limited by time of feed and withdrawal (6 – 8 twenty-five meter rails per hour). Payback of the expenses within one year.
Advantages ПMachine РФС6992М1, having cost almost twice as low in comparison with the analogs, has the following advantages:
possibility for machining the lengthened rails (up to 125 m) and welded stings (up to 500-800 m);
feed speed of a rail is 1,7 time higher;
average hourly production capacity is 1,16 time higher;
power consumption for machining one running meter of a rail is 1,6 time lower;
calculated cost of machining one running meter of a rail is 1,9 time cheaper;
smaller weight and overall dimensions.
Roll support-driving device stationing a rail without change of the bases in machining process provides:
alignment of all profile of the rails joined when welding and when track laying;
rise of precision of a rail longitudinal profile owing to using as a base when machining non-wearable rail surface;
increased pulling forces at equal specific pressure in zone of contact of a roll with a rail(four points of touch with a rail);
stationing on the axes of a symmetry.
In РФС6992М1 machine process of adjusting is simplified considerably for high-grade provision a cross profile, excluding a human factor.
Vertical stock with angle-milling cutter makes preliminary milling a radius surface from a side of former inactive edge of the rail.
Horizontal stock with profiling milling cutter makes milling a rolling surface and a side scotia from a side of former inactive edge of a rail at one pass.
Profiling milling cutter of an assembly design gives possibility for replacement of separate blocks.
Technical characteristics of machine РФС6992М1
Rail foot level relatively to foundation, mm
1010
Type of milling: - vertical stock, angle-milling cutter
Profile-cylindrical tangential of scotia R15
- horizontal stock profiling milling cutter
Profile-cylindrical tangential of half a profile
Type of milling
Passing
Maximum milling depth in upper point of rolling surface, mm
3
Tool clamping
Mechanized
Mills change
Mechanized
Chip withdrawal method
Conveyor with knukle band
Quantity of rolls: - driven
4x2
-stationing
4x2
Power of motors of rail feed drive, kW’pc.
7,5x4
Pull force, kN (kg)
48x2 (4800x2)
Speed of rail feed, mm/min.
1500-14000
Main drive power, kW
- vertical stock
- horizontal stock
18.5
45.0
Parameters of electric equipment:
- voltage, V, В
- frequency, Hz
- maximum power consumption, kW
380
50
110
Overall dimensions, mm:
- length
7436
-width
2655
-height
3114
Weight, kg
23000
1. АЕШ plant for mechanized cleaning the rails in all their length and profile by metal brush milling cutters from oil, sand, rust, etc.
2. Press complex – hydraulic press АКИО236-2 with system of feeding mechanisms and rail turner for rail straightening in two planes.
3. Rail-milling machine mod. РФС6992М1 destined for restoring used rails head working profile by profile milling method.
4. Station for ultrasonic check – detection of the inner faults of rails. The USC operation can be executed before or after milling.
5. Rail-cutting machine – destined for cutting damaged ends of rail and cutting off the sections hawing local defects.
6. Roller bed system for rails lengthwise movement – driven roller beds system for single rail (rail string) moving from one technological operation to another subject to chosen scheme of equipment arrangement(is specified subject to the customer’s concrete conditions).
7. Drag-over systems for cross movement – devices for rails cross moving between technological operations and accumulation of the rails before equipment technological units for continuous work of separate equipment units and the line as a whole.
8. Position (floors) of the rails storage and sorting – floors for discharging.
You, probably, may be interested in the following equipment::