
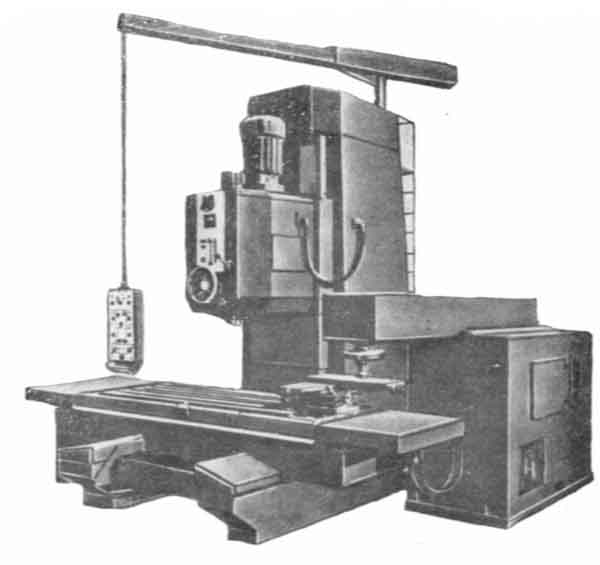
A machine is destined for machining the details from non-ferrous and ferrous metals, including extra-high strong steels, with fast-cutting and hardalloyed tools of different types. Execution of simple boring and drilling works is possible with this machine by vertical feed of a spindle stock.
|
Parameters |
Values |
|
Diameters of machined wheels on rolling circle, mm |
860 … 964 |
|
Diameters of machined hub holes, mm 1st range 2nd range |
182 … 198 204 … 214 |
|
Width of wheel hub, mm |
190 +10,195 +10 |
|
Spindle taper |
External taper 7:24 |
|
Travel values, mm: axial of sliding block radial shifting of a tool when spindle inclination |
300 +/-16 |
|
Spindle rotation frequency, rpm |
50 … 400 |
|
Feed speeds, mm/min. axial of sliding block radial of spindle |
1 ... 7000 0.25 ... 250 |
|
Spindle drive motor power, kW |
30(S6) |
|
Total power of installed motors, kW |
35 |
|
Discreteness of travels reading, mm axial of sliding block radial of spindle |
0.010 0.001 |
|
Precision of travels, mm axial of sliding block radial of spindle |
0.030 +/-0.004 |
|
Precision of shape of machined holes, mm: circularity deviation longitudinal section profile deviation – taper, mm (bigger diameter of a wheel inside) |
no more than 0.025 no more than 0.050 |
|
Hub alignment relative to a wheel rolling surface after machining, mm |
no more than 0,2 |
|
Hub hole axis perpendicularity to a crown flank surface from a wheel flange side after machining, mm |
no more than 0,2 per 1 м. |
|
Square occupied by machine (with attached equipment), mm (length x width x height) |
2460 х 2850 х 2100 |
|
Weight, kg |
7500 |

")
